




Ultrasonic Processors
ISM is a research & development, equipment design and process consulting firm, specializing in
scalable high-intensity ultrasonic technology.

High Ultrasonic Amplitudes
Generate unprecedented cavitation & shear force intensities at any scale, from lab to industrial.

Seamless Scale-Up to Production
Transfer from the lab to production while maintaining the highest finished product quality.
24/7 Production-Scale Processing
Continuously operate the equipment for as long as required, without interruptions.

Precise Temperature Control
Maintain the temperature of your liquid material at any desired
level in a wide range.



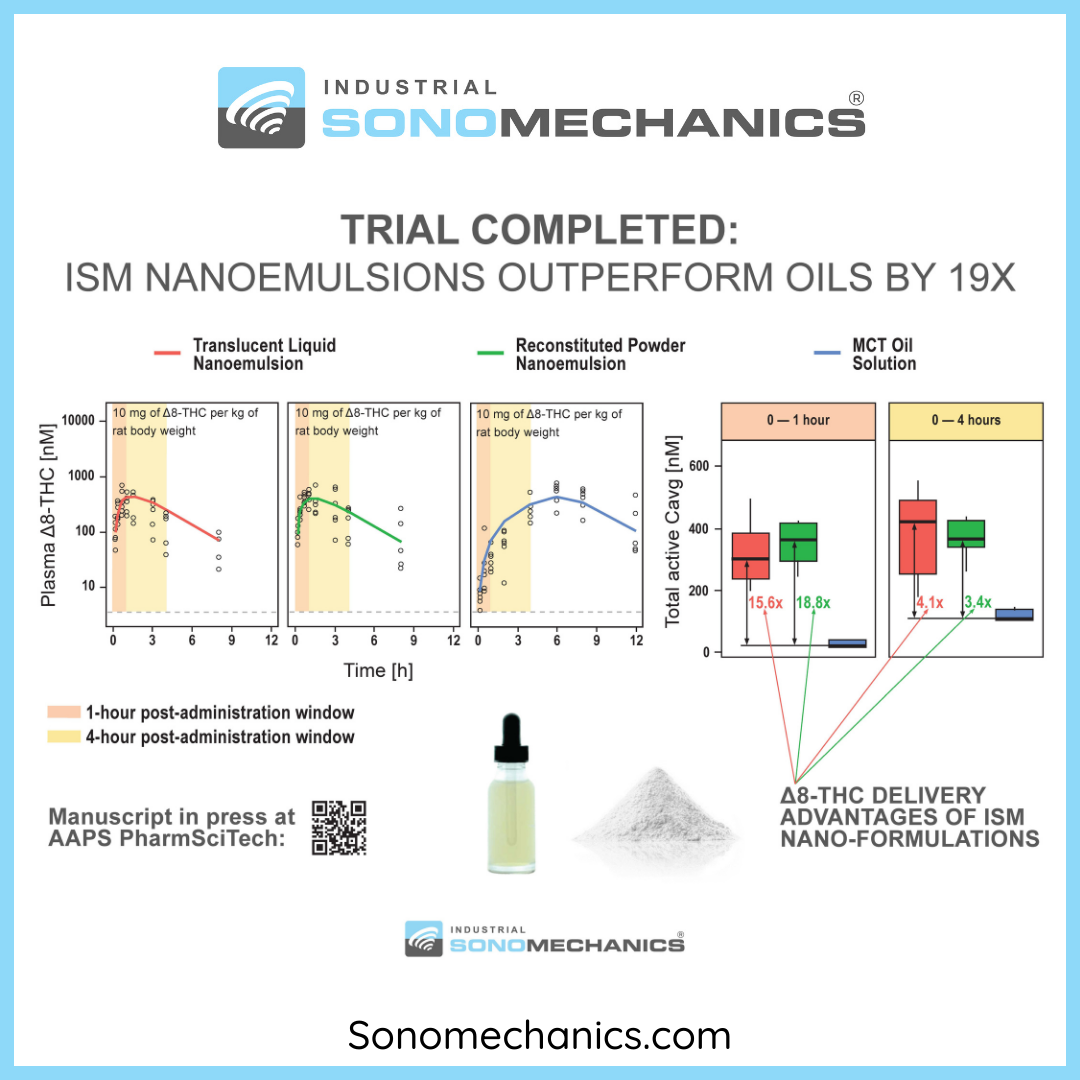
ISM Publishes a Groundbreaking PK Study of Two Δ8-THC Nanoemulsions

ISM Introduces Breakthrough Technology for Ultrasound-Assisted Extraction (UAE)

Exciting News from ISM: Join Us at the 2023 MJBizCon in Las Vegas!




Khara Cartagena, Cannabis and Hemp Productions
“We recently purchased a BSP-1200 system from ISM and were very impressed with its performance. The word got out, and one of our customers came to our facility to perform CBD-oil emulsion tests with the system. Though he was initially skeptical, after running the machine for only 1 min he got far better results to what he was able to achieve in over an hour with his conventional ultrasonic processor. He absolutely loved the BSP-1200 and bought it off from us that same day to take to his facility in CA! We have now decided to go straight for ISM’s production-scale ISP-3000 processor.”

EFFICIENT COOLING OF PIEZOELECTRIC TRANSDUCERS
United States Patent # 9,142,751, September 22, 2015
Alexey S. Peshkovsky, Sergei L. Peshkovsky
Abstract: A sealed piezoelectric transducer having a single, uniform, electrically insulating, heat-conducting layer of a soft, rubbery material filled with a fine, homogeneously-dispersed powder having high thermal conductivity. The material is placed in contact with the surfaces of the transducer and conducts the heat from the surfaces to an external heat sink. Since the thermally conductive powder is fully encapsulated in the rubbery material, its abrasive properties are neutralized.
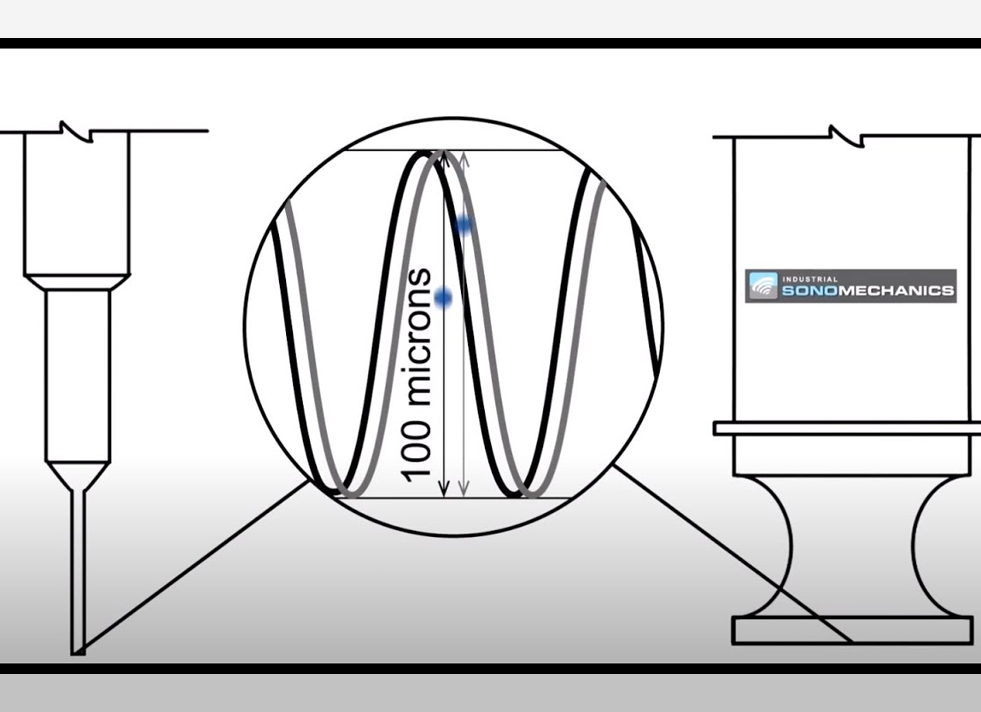
High ultrasonic amplitudes able to generate intense acoustic cavitation are required for most processes.
Unlike conventional ultrasonic devices, our patented Barbell Horn Ultrasonic Technology (BHUT)-based processors make it possible to produce extremely high ultrasonic amplitudes at any scale, from laboratory to industrial, guaranteeing reproducible results after scale-up.












AS SEEN IN